
XLTbend 2 is an
impressively flexible
UpDown folding machine
XLTbend 2 Bending centers

XLTbend with 45 Grad Upper Beam: Lübke b...
XLTbend: 7 sided part
RAS XLTbend bending profiles
Bend XLT radii on 2 mm stainless steel
XLTbend: Closed profile with locking mec...
RAS XLTbend bending profiles
XLTbend: Closed profile with locking mec...
XLTbend: Machine enlosure with long flan...
XLTbend: Automatic bending of narrow par...
RAS XLTbend: Wrapper for stove
XLTbend: Bending a metal doors
XLTbend: Aluminum cover with radii
RAS XLTbend metal folder bend large radi...
XLTbend: Office furniture components
XLTbend: Panels for clean rooms
XLTbend Highlight 1: UpDown Bending
XLTbend Highlight 2: Folding beam pendul...
XLTbend Highlight 5-1: Front bending of ...
XLTbend Highlight 5-2: Rear bending of l...
UpDown panel bender XLTbend folds hot ai...
RAS XLTbend bends facade components
Bending expanded metal
XLTbend: Bending long and narrow sheet s...
XLTbend folding: Higher folding beam too...
RAS XLTbend: Complex Demo Part
XLTbend: Aluminum enclosure
XLTbend with versatile SnapTool use
Programming a bending sequence with 2 ra...
XLTbend at Daldrop + Huber: Cleanroom te...
XLT: XL folding beam tools with rear fre...
XLTbend: Electrical cabinet with studs
XLTbend: Aircon components
RAS XLTbend with ViN, SnapTools and Suct...
XLTbend: Bending refrigerated cabinets
Universal SnapTool corner tools
XLTbend bends refrigeration appliances
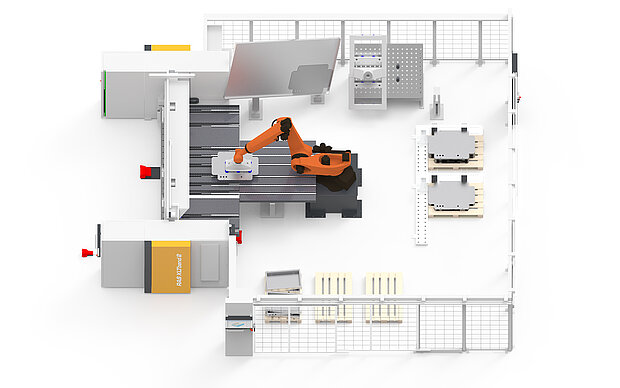
RAS XLTbend: UpDown folding machine

XLTbend 2
The new XLTbend 2 sets new benchmarks in modern folding technology.
It is the ideal solution for users who need to produce complex precision parts such as cassettes, panels, and boxes efficiently and economically — even in small and medium batch sizes.
Its intelligent crowning system, reinforced folding beam, and an overall optimized machine structure ensure maximum precision and open up new possibilities in modern sheet metal processing.
With innovative robot integration and the powerful RAS automation platform LUNA, the XLTbend 2 enables fully automatic loading, operation, and unloading. This makes the entire production process faster, more ergonomic, and significantly more efficient.
Machine highlights
- Intelligent crowning system for perfect bending angles
- Reinforced folding beam
- New servo drives (IE5+) for maximum efficiency
- 3-in-1 hybrid backgauge with stronger suction force and integrated vacuum pump
- Robot integration + LUNA for fully automated processes
- XL tools, SnapTools, and DownTools
- ViN (Virtual Navigator): shows the part loading position
- Ideal solution for users with high demands on flexibility

Automated sheet metal processing with robot integration
The XLTbend 2 is perfectly suited for automated production processes.
- Optional robotic loading with automatic part feeding
- Seamless integration into existing production lines via LUNA
- Easy robot control through the LUNA software
- Reduced setup effort and highly reproducible results
Ideal for increasing productivity and ensuring consistently high quality.
More power, precision, and energy efficiency
The new XLTbend 2 delivers maximum performance on every level, combining state-of-the-art technology with a clear focus on precision, automation, and energy savings.
One of its key highlights: significantly improved energy efficiency.
Thanks to the transition from IE3 asynchronous motors to modern IE5 or higher servo drives, the XLTbend 2 achieves a major technological leap forward. The result: more power, less energy consumption, and a truly sustainable contribution to efficient and eco-friendly production.





UpDown bending technology
The XLTbend can be operated from the front and from the rear. With the new and double-monitoring safety system, even a front operation with UpDown bending technology is possible.
- No material flipping required
- Program controlled folding beam pendulum movement (zero setup time)
- Passing pre-bent flanges (150 mm folding beam stroke)
- Deep folding beam (perfect bending accuracy)
- Quick and easy operation. Short cycle times.
- Automatic folding sequence per station and part side



Flexible design of the folding beam
The crowning folding beam automatically adapts to material influences, enabling the XLTbend 2 to produce perfectly straight bends. The folding beam can also be used as a stop in the swiveled 90-degree position. Adjustment to sheet thickness and bending radius is also performed automatically.
The crowning system automatically compensates for deformation for
- any sheet thickness
- any material type
- any bending length
- any bending position along the working width


")







![[Translate to English:] 3in1-Anschlagsystem mit höherer Sauggreiferkraft und eigenständiger Vakuumpumpe](/fileadmin/_processed_/f/0/csm_IMG_2383_d7dfe22ca9.jpg "3-in-1 backgauge with increased suction power and an independent vacuum pump")

Gauge fingers and suction bars
With the RAS 3-in-1 backgauge system, the gauge fingers position the workpiece precisely on the bending line. At the same time, suction bars hold the part against the gauge fingers during the bending process, allowing subsequent bends to be carried out without any operator intervention. The extended T-backgauge provides maximum support, even for large-format bending parts.
- Automatic bending sequence per station and per side of the bending part
- 3-in-1 backgauge system eliminates gauging errors (high-precision bending parts)
- Finger rows controlled independently for fast positioning
- Suction rows, each with 6 suction cups, move as an independent axis and hold the sheet metal part during the bending process
- When working from the gauging side, the suction bars pull the finished bending part backward for convenient removal
(requirement: use of SnapTools for boxes with C-legs) - Automatic programming of the suction rows
- Rigid gauge fingers for long-term accuracy
- Each individual finger within the rectangular gauging area can be manually locked
(ideal for coil material with wavy outer edges) - Pop-up angle stop for aligning long, narrow bending parts
- Bending beam can be used as a backgauge (max. stroke 150 mm)
- Table length 3,200 mm (T-extension 1,000 mm wide)
- Retractable table sheets for optimum accessibility
- Powder-coated table sheets with ball rollers
- Backgauge range: 10–3,250 mm
- Light control system indicates the machine operating status






ViN (Virtual Navigator)
The ViN (Virtual Navigator) shows the operator the exact part loading position with an intelligent laser beam. The software calculates the position of the visible edge of the blank in accordance with the actual tool setup. When working from the gauging system, smaller parts can be easily loaded at the end of the gauging table (support function).
- Laser beam shows the exact part loading position
- ViN moves along the working length under program control
- Laser shows loading position on folding beam and gauging system side
- Loading position matches to the tool set-up (also with a multi-station setup)
- Quick and precise part loading





Universal tooling system
RAS has created a maximum free space in front of and behind the upper beam tools of the XLTbend 2. With tools up to 400 mm tall, the XLTbend is ready for all applications. A variety of folding beam tool are available for the smallest Z dimensions or thicker materials. Nevertheless, many users just need a single set of tools for their entire production range.
- Quick set-up due to handy tool segments
- Automatic tool clamping
- Sharp tool (for 45 degree upper beam)
- Tool heights: 155, 200, 250, 300 and 400 mm
- Front-free and rear-free tool geometries
- Folding beam tool widths from 6 to 18 mm



SnapTool corner tools
The SnapTool corner tools with a hinged foot automatically retract from parts with side flanges. The hinged foot moves down when the upper beam opens and snaps back into the working position as soon as the tool has moved out of the bent part.
- Automatic bending sequences: A manual rotation of the bent parts at the end of the bending cycle is not necessary
- Working from the gauging system: The bent part can be returned to the operator using the support function
- Side free space in the hinged area of the SnapTool is 30 mm
- Designed for the same sheet thickness as the other tools of the tool set
- Software calculates the SnapTool positions






Tools with radius
For some materials, material manufacturers recommend the use of radius tools. The larger bending radius avoids cracks on the material surface. Especially when bending thick aluminum, the radius tools lead to excellent bending results. For machines with UpDown bending technology, such as the XLTbend 2, the tools of the upper beam and the lower beam should have a radius.
- No cracking of the material surface
- Only slight paint thinning on pre-coated sheets
 führt zudem zu einem Verschleiß der Werkzeuge.")





Folding beam tools with plastic insert
In contrast to press brake bending, which usually leaves clearly visible pressure and scratch marks next to the bending line, metal folding can also be described as gentle forming. This makes a considerable difference in quality for parts with a demand on the optical finish. However, if upper beam tools with a radius are used instead of sharp tools, the sliding section of the folding beam tool on the material surface will be also longer. In such applications folding beam tools with a plastic insert avoid pressure marks on high-quality material surfaces.
- Bending of pre-coated sheets and stainless steel parts (sometimes even without protective film)
- The parts shown are bent with radius tools and without protective film






Incline folding beam tools
On metal folding parts with inside bends , the folding beam often cannot pivot to the programmed angle. The folding beam would be destroyed the part during its movement to the 90 degree angle. In such cases, incline folding beam tools are used. By the shape of the tool, the material will be pre-formed, while the upper beam clamps the part. The folding beam therefore only needs to pivot the remaining angular degrees to create a 90-degree bend. The body of the olding beam remains below the horizontal protruding part.
- Segmented offset tools allow for exact tool setup lengths
- Inclie corner tools for mitered window bends
- Bendex software considers incline folding beam tools









DownTools
With the DownTools in the folding beam, interrupted flanges can be bent without an additional tool setup. Simply move down the DownTool manually. The software programs the position of the DownTools and allows access for down or up positioning during the bending sequence. The DownTools can be used for:
- Louvers
- Parts with an angled base shape
- Flanges bent towards the inside
- Interrupted bending lines
- Protruding flanges
XL Folding Beam Tools
Some applications require additional free space in front of the folding beam tools. The XL folding beam tools provide the additional space for these applications. They are available for tool widths of 8, 10, 12, 14 and 18 mm.
Sometimes the clearance for negative flanges is needed on the rear end. A special folding beam tool with the XL clearance on the back side offers the solution in this case. [Video]
- Clearance for flanges directing towards the folding beam tool
- Extended part range for special applications
- Bendex software incorporates the XL folding beam tools
Higher folding beam tools
Optional higher folding beam tools can be added to the RAS XLTbend 2 up-down folding machine. If, in some situations, more free space is required between the upper edge of the folding beam tools and the body of the folding beam, these higher tools expand the range of applications for the machine.
- Additional bending capabilities
- More free space between tools and folding beam

")




One-click programming of the bending sequence
Where experience and expertise were formerly required for programming, this intelligence is embedded in the machine software. Either the operator on the floor or the engineer in the office directly imports STEP, DXF, or GEO files … and that is it! A simple mouse click is all that is required to program the complete setup and bend sequence automatically.
- Exact and error-free transfer of CAD data
- Automatic programming of the bending process
- No expert knowledge required
- Software suggests the best folding sequence with a 5 star ranking
- 3D simulation of the bending process
- Highest bending accuracy due to material tables
- Loading individual programs or processing job lists
- Online support via TeamViewer
 |
RAS 71.30-2 |
RAS 71.40-2 |
|---|---|---|
| Working length | 3200 mm / 126" | 4060 mm / 160" |
| Material thickness max (400 N/mm² / 58,000 PSI) | 3.0 mm / 11 ga | 2.5 mm / 13 ga |
| Upper beam open height max | 650 mm / 25.6" | 650 mm / 25.6" |
| Box height max (four-sided) | 300 mm / 11.8" | 300 mm / 11.8" |
| Gauging system | Hybrid gauging system | Hybrid gauging system |
| Programming | automatic | automatic |
| Machine dimensions (Rectangular gauging system) | 5100 x 3100 mm / 200" x 122" | 6000 x 3100 mm / 236" x 122" |
| Machine dimensions (T gauging system) | 5100 x 4690 mm / 200" x 185" | 6000 x 5600 mm / 236" x 220" |
Success stories with XLTbend








 uses a laser beam that indicates the exact lateral blank loading position.")

Rox Klimatechnik GmbHTailor-made air conditioning systems
Rox Klimatechnik GmbH is a specialist when it comes to energy-efficient indoor climate and process air technology. These large-scale systems, which provide a good atmosphere in buildings, are often located on flat roofs, but also in internal functional rooms. The technology of such air systems is housed by floor, wall and cover panels, as well as doors, condensate trays and weather protection roofs. For bending these panels, Rox relies on the RAS XLTbend metal folding system with UpDown bending technology.
weiterlesen


")


")
")




Lübke baumetal GmbHCarefree package
Lübke baumetal GmbH is a full-range supplier of profiles for roofs and facades. Standard profiles as well as highly customized products are the specialty of the company based in Arnsberg, North Rhine-Westphalia. In addition to the first-class products, the success of the company is based on competent customer service and a fast distribution system. The most complex production step is the efficient bending of profiles. For this, Lübke relies on as many as three RAS folding machines: two GIGAbends and one XLTbend with a 45 degree upper beam.
weiterlesen

 shows the lateral loading position of the part with a laser beam")










Daldrop + Dr. Ing. Huber GmbH + Co. KGClean Room Technology
Daldrop + Dr. Ing. Huber GmbH + Co. KG is one of the world's leading manufacturers for clean room systems. The company has designed its own products for such applications, in particular for the pharmaceutical industry. These include cleanroom wall panels and ceilings, as well as corresponding ventilation systems and staff airlocks. The products are not only developed in-house, but also manufactured in the company's own production facilities. The ceiling, wall and door systems consist of very large sheet metal components. For bending these large parts, Daldrop + Dr. Ing. Huber relies on the folding technology. Two RAS FLEXIbend and one RAS XLTbend UpDown bending machine are ideal for this range of workpieces.
weiterlesen






Gustav Nolting GmbHFolding hot air blowers
Producing and distributing hot air has been the business of Gustav Nolting GmbH for almost 100 years. The German company is specialized in innovative air heating technology. Some of the sheet metal parts are very large and thus ideal for the folding technology. With the RAS XLTbend the company achieved profitability effects way above the initial expectations.
weiterlesen










 shows the exact loading position of the workpiece.")
Burckhardt-GruppeDigital Metalworker
The Germany based Burckhardt Group is a specialist for metal facades, windows, doors as well as metal profiles and panels. On the other hand, the metal construction specialist acts as a job shopper for cut, punched, bent and coated sheet metal components. Both areas have in common the digital consistency in sheet metal production. automatically programmed parts get directed to the UpDown folding machine RAS XLTbend.
Burckhardt produces all facade panels up to 3 mm aluminum on the XLTbend. The 6 mm RAS GIGAbend folding machine processes thicker and larger sheetmetal parts. Only even thicker, and mainly structural profiles, are scheduled for the press brake. "On large facade panels with positive and negative bends, the XLTbend is 2-3 times faster than the GIGAbend and only requires one operator. A press brake could not even come close to the cycle of the GIGAbend." Rainer Burckhardt confirms: "It's a clear statement that we have four RAS machines in our plant in Isernhagen and even more RAS machines in our sheet metal production in Tangerhütte."
weiterlesen


