
Müheloses, präzises Biegen
von dicken Blechen
MEGAbend Biegezentren

RAS MEGAbend: UpDown-Schwenkbiegen bis 6...
RAS MEGAbend Kassette biegen | RAS MEGAb...
MEGAbend mit MetalLift | MEGAbend with M...

MEGAbend ... extra stark
Die MEGAbend Schwenkbiegemaschine zeigt, wie präzise UpDown-Schwenkbiegen von dicken und dünnen Materialien sein kann. Großflächige Biegeteile, die auf Gesenkbiegepressen nur mühsam und personalintensiv zu bearbeiten sind, eignen sich ideal für die MEGAbend. Die Bendex-Grafiksoftware programmiert die Biegeabläufe automatisch. Das Anschlagsystem mit Fingern und Saugerleisten erlaubt automatische Folgebiegungen. Der ViN-Laser zeigt dem Bediener die Einlegeposition des Biegeteils. Die Werkzeuge bieten viel Freiraum für ausgefallene Biegegeometrien.
Maschinen-Highlights
- UpDown-Schwenkbiegen von Stahlblech bis 6 mm
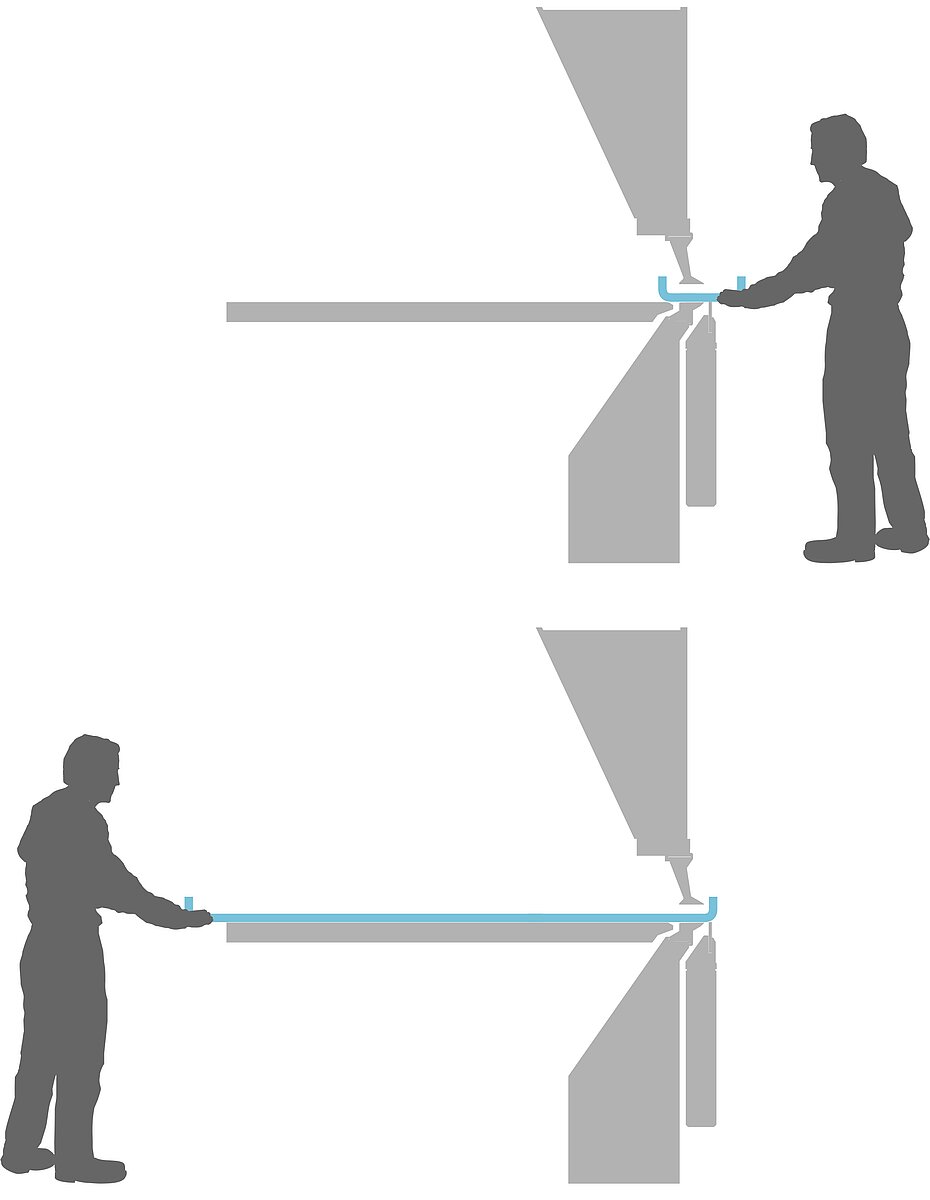
- Eine Person kann selbst große und schwere Teile alleine biegen
- ViN (Virtual Navigator) zeigt mit einem Laserstrahl die Einlegeposition an
- Automatische Folgebiegungen ohne Bedienereingriff
- SnapTools: automatisches Austauchen aus seitlichen Schenkeln
- Zwei Monitore zum Bedienen von vorne und von hinten
- Import der CAD-Biegeteile (STEP, geo, dxf, dwg, etc)
- Automatisches Programmieren der Biegeabläufe
- PowerBooster für extreme Spannkräfte der Oberwange
- Intelligentes Bombiersystem in der Biegewange


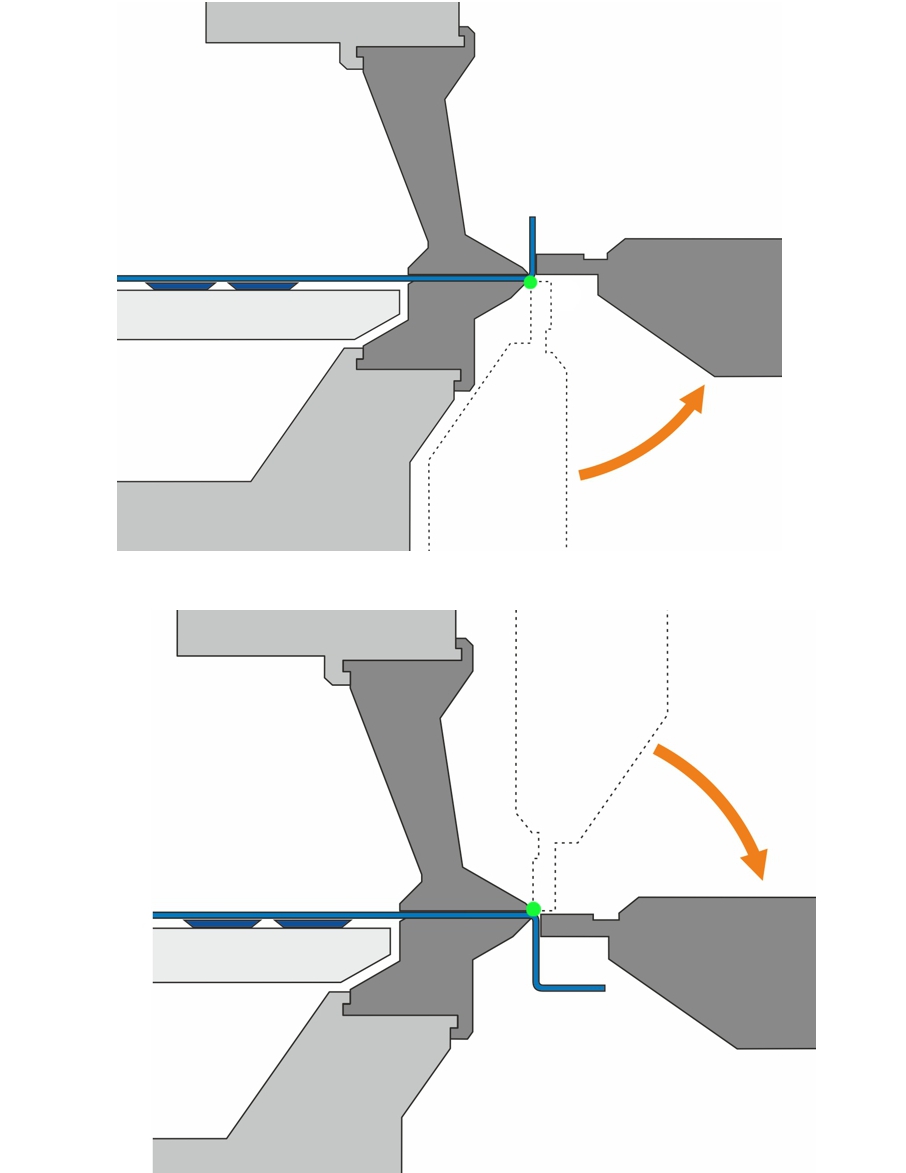
UpDown Biegetechnologie
Die Maschine lässt sich sowohl von vorne als auch von hinten bedienen. Mit dem neuen und doppelt überwachenden Sicherheitssystem ist selbst eine Frontbedienung mit UpDown-Biegetechnologie möglich.
- Kein Wenden der Biegeteile nötig
- Programmgesteuertes Pendeln der Biegewange (kein Rüsten)
- Umfahren gebogener Schenkel (150 mm Hub)
- Tiefe Biegewange (hohe Biegequalität)
- Leichtes, schnelles Arbeiten. Kurze Zykluszeiten.
- Automatischer Biegeablauf pro Station und Biegeteilseite

Revolutionäres Biegewangendesign mit intelligentem Bombiersystem
Die Biegewange ist eine wahre Powerkomponente der Maschine. Ihr extrem steifer Aufbau lässt nur eine sehr geringe Durchbiegung zu. Das intelligente Bombiersystem optimiert die Biegewange automatisch und gleicht Verformungen durch die Biegekräfte selbsttätig aus. Damit erzielt die MEGAbend gerade Biegungen bei dünnen oder dicken Bleche, allen Materialarten, langen oder kurzen Schenkeln, beim Biegen in der Maschinenmitte oder an der Seite. Schnelle Bewegungsabläufe sichern eine hohe Produktivität. Die automatische Einstellung auf Blechdicke und Biegeradius steigert die Produktivität und Flexibilität bei kleinen Stückzahlen.
- Minimale Verformung der Biegewange
- Gerade Biegung durch intelligentes Bombiersystem
- Biegewange kann bei schrägen Teilen als Anschlag genutzt werden
- Keine Rüstzeiten durch automatische Einstellung auf Dicke und Radius
- Keine Stillstandszeiten bei Materialwechsel
- Schnelle Bewegung: kurze Fertigungszeit
- SpeedOptimizer steigert die Geschwindigkeit durch Freigeben des Biegeteils bei zurückschwenken der Biegewange.
- Automatisches Spannen der geteilten Biegewangen-Werkzeuge
- Schonende Umformung von beschichteten Materialien
- Servo-Motoren und Absolutgeber: schnelles Arbeiten, kein Eichen



Steife Oberwangengeometrie
- Extrem steife Kastenoberwange steil aufwärts ragende Oberwange (hohe Biegequalität)
- Großer Freiraum vor der Oberwange
- Großer Freiraum hinter der Oberwange (Sicht und Zugang hinten)
- Automatisches Spannen der Werkzeuge (schnelles Rüsten)
- 3-Achsen-Servoantrieb (schnelles Fahren, hohe Spannkräfte)
- PowerBooster bauen bis zu 120 Tonnen Spannkraft auf (sicheres Halten auch dicker Bleche, Umschläge zudrücken)
- Gekapselter Spindelantrieb im Ölbad (wartungsarm)
- Servo-geregelte Motoren rechts und links (Kugelgewindespindeln)
- Programmierbare Spannposition (Zudrücken von Umschlägen)
- Programmierbare Öffnungshöhe (schnelles Arbeiten)









Anschlagfinger und Saugerleisten
Beim RAS-Hybridanschlag positionieren die Anschlagfinger das Werkstück auf der Biegelinie. Gleichzeitig halten Saugerleisten das Biegeteil im Biegeablauf an den Anschlagfingern, so dass Folgebiegungen ohne ein Eingreifen des Bedieners machbar sind. Der verlängerte T-Anschlag bietet maximale Unterstützung auch bei großflächigen Biegeteilen.
- Automatischer Biegeablauf pro Station und Biegeteilseite
- Hybridanschlag eliminiert Anschlagfehler (präzise Biegeteile)
- Fingerreihen separat angesteuert (schnelles Positionieren)
- Saugerreihen mit jeweils 8 Saugern als eigenständige Achse verfahrend halten das Blechteil im Biegeablauf
- Beim Arbeiten von der Anschlagseite ziehen die Saugerleisten das fertige Biegeteil nach hinten zur komfortablen Entnahme (Voraussetzung: Verwendung der SnapTools bei Boxen mit C-Schenkeln)
- Automatische Programmierung der Saugerreihen
- Stabile Anschlagfinger (Langzeitgenauigkeit)
- Jeder Einzelfinger im Rechteck-Bereich des Anschlags ist manuell verriegelbar (Coilmaterial mit welliger Außenkante)
- Zwei Pop-up Winkelanschläge (Ausrichten langer und schmaler Biegeteile)
- Biegewange als Anschlag einsetzbar (max Hub 150 mm)
- Tischfläche 3200 mm (T-Verlängerung 940 mm breit)
- Zwei eingerückte Tischbleche für beste Zugänglichkeit
- Tischbleche pulverbeschichtet mit Kugelrollen
- Anschlagmaß 20–3250 mm
- Lichtsteuerung signalisiert den Arbeitszustand der Maschine

 verfährt auf der Oberwange")

ViN (Virtual Navigator)
Der ViN (Virtual Navigator) zeigt dem Bediener mit einem intelligenten Laserstrahl die exakte Einlegeposition des Biegeteils. Die Software errechnet die Position der sichtbaren Platinenkante passend zum aktuellen Werkzeugaufbau. Beim Arbeiten von der Anschlagseite lassen sich kleinere Biegeteile am Ende des Anschlags bequem einlegen (Support-Funktion).
- Laserstrahl zeigt die exakte Einlegeposition der Biegeteile
- ViN verfährt programmgesteuert entlang der Arbeitslänge
- Laser zeigt Einlegeposition auf der Biegewangen- und der Anschlagseite
- Einlegeposition auf den Werkzeugaufbau abgestimmt (auch bei einem Mehrstationen-Aufbau)
- Schnelles und exaktes Einlegen der Biegeteile





Universelles Werkzeugsystem
RAS hat ein Maximum an Freibereich vor und hinter den Oberwangenwerkzeugen der MEGAbend geschaffen. Mit Werkzeugen bis 400 mm Höhe ist die MEGAbend für alle Einsatzfälle gerüstet. Ein Scanner erfasst automatisch die verwendete Werkzeughöhe und verhindert damit menschliche Fehler beim Wechsel von Werkzeughöhen. Eine Vielzahl an Biegewangen-Werkzeugbreiten steht für kleinste Z-Maße oder größere Blechdicken bereit. Dennoch: bei vielen Anwendern reicht ein einziger Werkzeugsatz, um das gesamte Teilespektrum biegen zu können.
- Schnelles Rüsten, durch handliche Werkzeugsegmente
- Automatisches Spannen der Werkzeuge
- Vorne-frei und hinten-frei Werkzeuggeometrien
- Biegewangen-Werkzeugbreiten von 14 bis 36 mm
- Segmentiertes Unterwangenwerkzeug


SnapTool Eckwerkzeuge
Die SnapTool Eckstücke mit klappbarer Sohle tauchen automatisch aus Biegeteilen mit seitlichen Schenkeln aus. Die Werkzeugsohle klappt beim Öffnen der Oberwange nach unten und schnappt wieder in die Arbeitsposition, sobald die Werkzeug aus dem Biegeteil herausgefahren sind.
- Automatische Biegeabläufe: Ein manuelles Herausdrehen der Biegeteile am Ende des Biegezyklus ist nicht erforderlich
- Beim Biegen von der Anschlagseite lässt sich das Biegeteil mit der Support-Funktion wieder zum Bediener zurück bringen
- Seitlicher Freibereich des SnapTools bis 55 mm
- Ausgelegt für gleiche Blechdicke wie die Werkzeuge des Werkzeugsatzes
- Software berechnet die Positionierung der SnapTools
RAS MEGAbend – Technische Daten
 |
RAS 76.30-2 |
RAS 76.40-2 |
|---|---|---|
| Biegelänge | 3200 mm | 4060 mm |
| Blechdicke max (400 N/mm²) | 6,0 mm | 5,0 mm |
| Oberwangenhub max | 850 mm | 850 mm |
| Biegeteilhöhe max (vierseitig) | 400 mm | 400 mm |
| Anschlageinheiten im Rechteckteil | 10 (je 2 Finger) | 12 (je 2 Finger) |
| Anschlageinheiten in T-Verlängerung | 3 (je 3 Finger) | 3 (je 4 Finger) |
| Saugerleisten | 10 (je 8 Sauger) | 12 (je 8 Sauger) |
| Programmierung | automatisch | automatisch |
| Maschinenabmessungen (T-Anschlag) | 5400 x 5250 mm | 6260 x 6250 mm |




